Butt Welding: Understanding Types, Sizes, and Strength
Butt welding is a widely used welding technique that plays a crucial role in joining metal components in various industries. Whether in construction, manufacturing, or fabrication, understanding the different aspects of butt welding is essential …
Whether in construction, manufacturing, or fabrication, understanding the different aspects of butt welding is essential for creating strong and reliable welds. In this article, we will explore the types of butt welds, their sizes, and the factors that influence their strength.
Square Butt Weld: This type of butt weld is formed when two metal pieces with square-cut ends are joined along a straight line. It is commonly used when the joint does not require any additional reinforcement or when the materials being joined have sufficient thickness.
Single V Butt Weld: In a single V butt weld, a V-shaped groove is created by removing material from one or both of the metal pieces. The V groove allows for a larger weld area and deeper penetration, resulting in increased strength and better fusion.
Double V Butt Weld: Similar to the single V butt weld, the double V butt weld involves creating two V-shaped grooves, one on each metal piece. This type of weld provides increased strength and improved fusion as it allows for a larger weld area and deeper penetration from both sides.
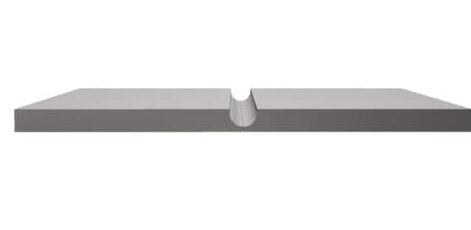
J Butt Weld: In a J butt weld, one metal piece is shaped like the letter “J,” with a curved edge, while the other piece is flat. The curved edge of the J-shaped piece fits snugly against the flat surface, creating a joint that is easy to align and weld.
Butt Weld Size
The size of a butt weld refers to the dimensions of the weld joint. It is determined by factors such as the thickness of the metal pieces being joined and the welding specifications. Weld size is typically specified in terms of its leg length, throat thickness, or penetration depth.
Throat Length: throat length in a butt weld refers to the distance from the root of the weld joint to the outer surface of the weld. It is an important measurement as it affects the overall strength and load-bearing capacity of the weld.
Throat Thickness: Throat thickness is the minimum distance from the root of the weld joint to the face of the weld. It is a critical dimension that determines the strength of the weld.
Butt Weld Strength
The strength of a butt weld depends on several factors, including the welding technique, filler material, weld joint design, and proper execution. A well-executed butt weld ensures proper fusion between the base metals and the filler material (if used), resulting in a weld joint with high strength and integrity.
To maximize butt weld strength, it is essential to ensure proper joint preparation, including cleaning and beveling the edges, maintaining the correct welding parameters, and using the appropriate welding technique for the specific materials being joined. Additionally, selecting the right filler material that matches or exceeds the base metal’s strength will contribute to the overall strength of the weld.
Dr. Kumar is a PhD-qualified Welding and Materials Expert with a career spanning 18+ years across metallurgy and NDT. A triple-threat in the industry, he is an IWE, AWS-CWI, and ASNT NDT Level III certified professional. Dr. Kumar is the author of several leading technical resources and is a premier specialist in welding symbol instruction, dedicated to improving global standards in welding engineering and inspection.
Dr. Kumar is a PhD-qualified Welding and Materials Expert with a career spanning 18+ years across metallurgy and NDT. A triple-threat in the industry, he is an IWE, AWS-CWI, and ASNT NDT Level III certified professional. Dr. Kumar is the author of several leading technical resources and is a premier specialist in welding symbol instruction, dedicated to improving global standards in welding engineering and inspection.






 + 7 Practical Examples")



