In order to minimize the need for numerous welding procedure qualifications, base metals are assigned P-Numbers (abbreviated as P-No) based on their specific characteristics, including composition, weldability, brazeability, and mechanical properties.
This classification system aims to streamline the welding process by grouping materials with similar attributes together.
P-Number (P-No) plays a crucial role in welding procedure qualification and material compatibility. In this blog post, we will delve into the concept of P-Number, its significance, and its application in welding processes.
What is P-Number in Welding?
The P-Number system utilizes alphanumeric designations to group base metals together based on their shared characteristics in terms of weldability and mechanical properties.
The purpose of assigning P-Numbers is to streamline the qualification process for welding and brazing procedures, reducing the need for numerous qualifications.
Having a fundamental understanding of this system can greatly facilitate the identification of qualified individuals for performing joining work in compliance with the ASME codes.
P-Numbers consist of a combination of numbers and, in some cases, letters. It is important to emphasize that each P-Number is distinct and unique. For instance, base metals categorized as P-No. 1 form a completely separate group from those designated as P-No. 3 or other P-Numbers.
P-NUMBER or F-NUMBER or A-NUMBER
The P-Number, F-Number, and A-Number are terms used in welding to classify different aspects of the welding process.
P-Number: The P-Number refers to the base metal being welded. It is an alphanumeric designation assigned to a specific group of base metals that share similar weldability and mechanical characteristics.
F-Number: The F-Number represents the filler metal used in the welding process. Like the P-Number, it is an alphanumeric designation that categorizes filler metals based on their composition and other relevant properties.
A-Number: The A-Number pertains to the weld metal in its “as-welded” state. It is used to classify the weld metal based on its chemical composition and mechanical properties after the welding process is completed.
These classification systems, P-Number, F-Number, and A-Number, are crucial in welding procedure qualification as they help ensure the compatibility and integrity of the welding materials used.
P-Number Application in other Welding Codes & Standards
The P-Number system, originally introduced by the ASME Boiler and Pressure Vessel Code, is widely recognized and utilized in various welding codes and standards beyond ASME.
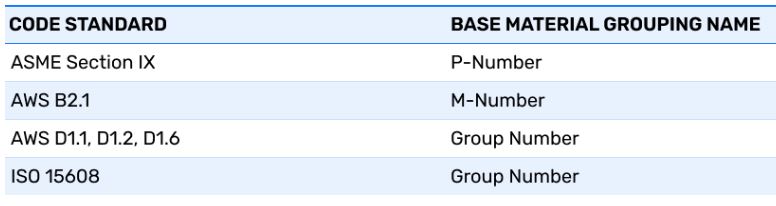
In Below table, you can find comparison of related terms used in place of P-Number for material grouping. Other standards you can find such information are:
API 1104,
CSA W47.1
ASME B31.3
ASME B31.1
There are variations in the base materials (specified by type and specifications) listed in different welding code standards. While some base materials, such as certain carbon steels like structural I-Beams, are included in AWS D1.1, they may not be listed in the ASME standards.
Conversely, common carbon steel pipes listed in ASME may not be listed in AWS standards. This discrepancy can be perplexing since both materials fall under the category of carbon steel.
However, understanding the specific jurisdictional application of each code standard is essential for resolving any confusion and ensuring compliance with the appropriate standards.
The ASME Boiler and Pressure Vessel Code (BPVC) has designated specific numbers for both base metals and filler metals used in welding.
When it comes to base metals, ASME utilizes two number systems:
P Numbers: These numbers are assigned to base metals and help categorize them based on their similar characteristics, such as weldability and mechanical properties.
Group Numbers: ASME also assigns group numbers to base metals, which further classify them based on factors like chemical composition and heat treatment.
For filler metals, ASME employs the following number systems:
F Number: This number is assigned to filler metals, specifically electrodes, and assists in identifying their compatibility with base metals.
A Number: The A Number is assigned to the weld metal in its as-welded state. It helps determine the chemical composition and mechanical properties of the weld metal.
To locate these numbers, you can refer to ASME BPVC Section IX, which provides comprehensive information on the classification and assignment of P Numbers, Group Numbers, F Numbers, and A Numbers for base metals and filler metals in welding procedures.
Understanding P-Number
The P-Number is a designation used to classify materials involved in welding operations. It is part of the ASME (American Society of Mechanical Engineers) Boiler and Pressure Vessel Code, specifically Section IX, which pertains to welding and brazing qualifications.
“The P-Number system categorizes base metals, filler metals, and welding processes based on their essential variables, allowing for efficient welding procedure qualification.“
P Number
Base Metal
1
Carbon Manganese Steels (four Group Numbers)
2
Not Used
3
1/2 Molybdenum or 1/2 Chromium, 1/2 Molybdenum (three Group Numbers)
4
1 1/4 Chromium, 1/2 Molybdenum (two Group Numbers)
5A
2 1/4 Chromium, 1 Molybdenum
5B
5 Chromium, 1/2 Molybdenum or 9 Chromium, 1 Molybdenum (two Group Numbers)
5C
Chromium, Molybdenum, Vanadium (five Group Numbers)
6
Martensitic Stainless Steels (Grade 410, 415, 429) (six Group Numbers)
7
Ferritic Stainless Steels (Grade 409, 430)
8
Austenitic Stainless Steels: Group 1 – Grades 304, 316, 317, 347Group 2 – Grades 309, 310Group 3 – High Manganese GradesGroup 4 – High Molybdenum Grades
9A, B, C
2 – 4 Nickel Steels
10A, B, C, F
Various Low Alloy Steels
10H
Duplex and Super Duplex Stainless Steel (Grades 31803, 32750)
10I
High Chromium Stainless Steel
10J
High Chromium, Molybdenum Stainless Steel
10K
High Chromium, Molybdenum, Nickel Stainless Steel
11A
Various High Strength Low Alloy Steels (six Group Numbers)
11B
Various High Strength Low Alloy Steels (ten Group Numbers)
15E
9 Chromium, 1 Molybdenum
16 to 20
Not Used
21
High Aluminum Content (1000 and 3000 series)
22
Aluminum (5000 series – 5052, 5454)
23
Aluminum (6000 series – 6061, 6063)
24
Not Used
25
Aluminum (5000 series – 5083, 5086, 5456)
26 to 30
Not Used
31
High Copper Content
32
Brass
33
Copper Silicon
34
Copper Nickel
35
Copper Aluminum
36 to 40
Not Used
41
High Nickel Content
42
Nickel, Copper – (Monel 500)
43
Nickel, Chromium, Iron – (Inconel) (C22, C276, X)
44
Nickel, Molybdenum – (Hastelloy B2)
45
Nickel, Chromium, Si
46
Nickel, Chromium, Silicone
47
Nickel, Chromium, Tungsten
47 to 50
Not Used
51, 52, 53
Titanium Alloys
61, 62
Zirconium Alloys
How P-Number are grouped in ASME Section IX or AWS D1.1?
ASME has implemented a grouping system for base metals to streamline and simplify the qualification process, aiming to reduce costs and save time. This grouping involves assigning specific P numbers to different groups of base metals.
The grouping of base metals is based on several key parameters, including:
Material Composition: The composition of the base metals is taken into account when assigning them to specific groups. Metals with similar compositions are grouped together.
Weldability: The weldability of base metals is another crucial factor considered in the grouping process. Metals that exhibit similar weldability characteristics are grouped together.
Mechanical Property: The mechanical properties of base metals, such as strength and toughness, are also considered when determining the groupings. Metals with comparable mechanical properties are classified into the same group.
It is important to note that while materials within the same P number group share common characteristics, not all materials within a group will exhibit identical properties. However, by considering the aforementioned parameters, ASME has logically grouped base metals to facilitate the qualification process and ensure compatibility in welding procedures.
Why P-Number is Important?
P-Numbers are employed to cluster similar base metals together, enabling the qualification of a whole group rather than just one specific material. These base metals are categorized based on their material composition, and P-Numbers are assigned accordingly.
For instance, the P-Number 1 is designated for base metals made of C-Mn or Low Carbon Steel. This systematic grouping simplifies the qualification process and allows welding procedures to be applied to multiple materials within the same P-Number classification.
As a result of these assignments, the need for costly continuous procedure and performance qualification testing is eliminated. In many instances, when a welder is qualified for a particular material, their qualification extends to a range of related materials.
For instance, if a welder qualifies on a P1 material, their qualification would also cover welding procedures for materials ranging from P-1 to P-15F, P-34, and even P-40s.
This broader qualification allows for versatility and cost-effective welding operations, as welders can apply their skills across multiple materials within the assigned P-Number range.
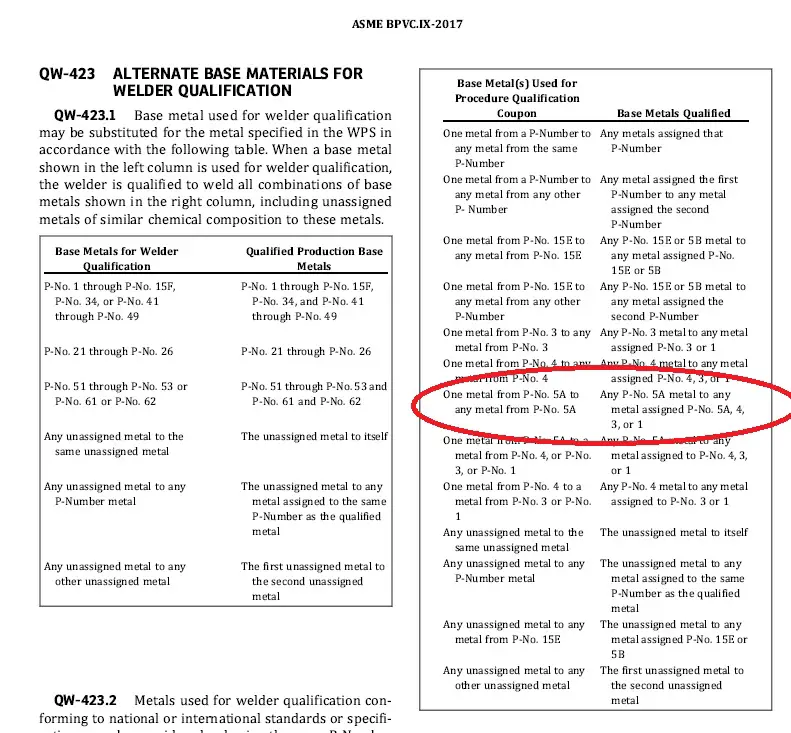
P-Number range for Welder Qualification
Refer below example taken from ASME Section IX.
P-Number range for WPS Qualification
To determine the range of P-Numbers allowed in a Welding Procedure Specification (WPS), a Procedure Qualification Record (PQR) is created when a welding procedure is qualified.
The PQR serves as a documentation of the original set of qualification variables, capturing the actual values of the essential variables used.
The WPS is then developed, taking into account the materials used in the PQR, by specifying the permissible ranges of P-Numbers. This range of P-Numbers permitted on the WPS based on the PQR can be summarized in a table.
The author of the WPS has the flexibility to either restrict these ranges or fully utilize the allowances provided by the Code. Detailed information on this can be found in ASME Section IX, specifically in paragraph QW-424.1, which provides specific guidelines and requirements regarding the permissible range of P-Numbers in the WPS.
How to Find P-Number for a material?
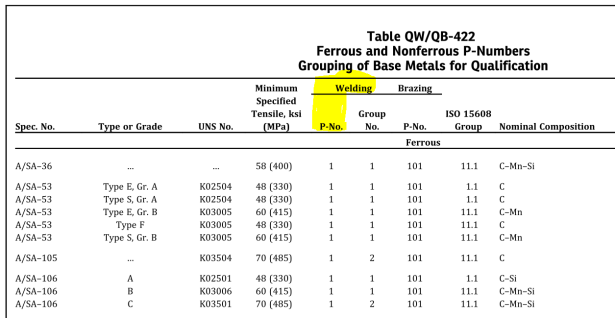
To find the P-Number for a specific material, you can refer to the relevant welding code or standard that provides the P-Number classification system. The most commonly used welding code that employs P-Numbers is the ASME Boiler and Pressure Vessel Code ASME Section IX Table QW/QB-422.
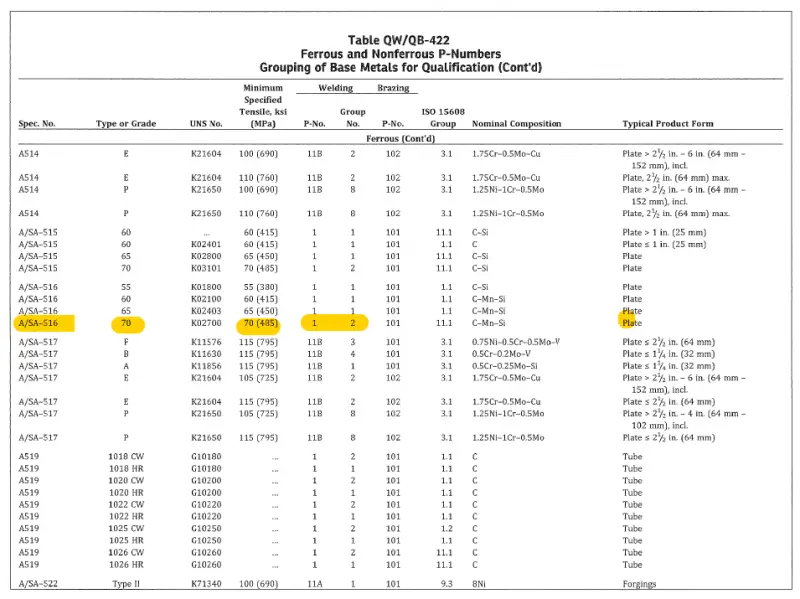
Let’s consider the example of SA516 Gr 65 from Table QW/QB-422 (Page 118 of ASME Section IX, 2017 edition), which provides the following details:
Base material: SA516 Gr 70
Tensile strength (minimum): 70 Ksi (485 MPa)
P-Number: 1
Group Number: 1
Nominal composition: C-Mn-Si
Typical product form: Plate
According to the information provided in the table, SA516 Gr 65 falls under P-Number 1 and Group Number 1. It is a base material with a minimum tensile strength of 65 Ksi (450 MPa). The nominal composition of the material consists of carbon (C), manganese (Mn), and silicon (Si). Additionally, the typical product form of SA516 Gr 65 is a plate.
These details help in identifying and classifying SA516 Gr 65 for welding purposes, ensuring that the appropriate procedures and requirements are followed based on its P-Number and Group Number within the ASME Section IX standard.
Here are the general steps to find the P-Number for a material:
Identify the material: Determine the composition and type of the material you are working with. This includes considering elements such as carbon content, alloying elements, and any other relevant factors.
Refer to the welding code or standard: Consult the welding code or standard applicable to your project or industry. Examples include ASME Section IX Table QW/QB-422 Ferrous and Nonferrous P-Numbers Grouping of Base Metals for Qualification Table and AWS D1.1 for structural steel.
Locate the material specification: Look for the specific material specification within the code or standard. This specification will provide the necessary information about the material and its associated P-Number.
Determine the P-Number: Once you locate the material specification, it should indicate the corresponding P-Number assigned to that particular material. The P-Number will typically be listed alongside other relevant information about the material, such as its chemical composition, mechanical properties, and allowable welding procedures.
Cross-reference if needed: In some cases, a material may be listed under different specifications or standards. If you are unable to find the P-Number for a specific material in one source, you may need to cross-reference other applicable codes or standards to locate the desired information.
Significance of P-Number
The P-Number system serves several important purposes in welding:
Procedure Qualification: P-Numbers are used to determine the welding procedure qualification requirements. Each P-Number represents a group of materials with similar welding characteristics. By identifying the P-Number of the base metal and matching it with the appropriate filler metal, the welding procedure can be qualified according to the code requirements.
Material Compatibility: P-Numbers help ensure material compatibility during welding. By comparing the P-Numbers of the base metal and filler metal, welders can determine whether they are compatible for welding. Compatibility is essential to ensure proper joint strength, integrity, and performance.
Welder Certification: P-Numbers are also used in welder certifications. Welders are qualified based on their ability to work with specific P-Numbers, demonstrating their competency in welding particular materials and processes.
Application of P-Number
The application of P-Number involves the following key aspects:
Welding Procedure Specification (WPS): A WPS is a document that outlines the specific welding parameters and techniques required for a particular welding job. The WPS includes information such as the base metal P-Number, filler metal P-Number, preheat and post-weld heat treatment requirements, welding technique, and more.
Welding Procedure Qualification Record (PQR): A PQR is a document that verifies the successful execution of a welding procedure. It serves as evidence that the welding procedure meets the applicable code requirements. The PQR includes details such as the P-Numbers of the base and filler metals used, welding parameters, test results, and other essential information.
Material Identification: P-Numbers are often marked on materials, such as plates, pipes, or welding consumables, to indicate their grouping and compatibility for welding purposes. This helps welders identify and select the appropriate materials during the welding process.
Conclusion
P-Numbers play a vital role in welding procedure qualification and material compatibility.
By categorizing materials based on their essential variables, the P-Number system simplifies the process of selecting suitable welding procedures and ensuring compatibility between base metals and filler metals.
Welders and welding inspectors should have a good understanding of P-Numbers and their application to ensure compliance with industry codes and standards, resulting in high-quality, reliable welded joints.