Cast Iron Welding Rod Number Cast iron welding rods or electrodes, are designated by a specific numbering system that indicates their composition, properties, and suitable applications. The most commonly used numbering system for cast iron …
Cast iron welding rods or electrodes, are designated by a specific numbering system that indicates their composition, properties, and suitable applications. The most commonly used numbering system for cast iron welding rods is based on the American Welding Society (AWS) classification.
The AWS classification for cast iron welding rods typically begins with the letter “E” followed by a series of numbers and letters. The numbers and letters in the classification indicate specific characteristics of the welding rod, such as its tensile strength, composition, and intended use.
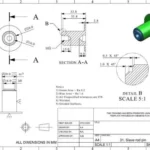
For example, a commonly used cast iron welding rod classification is AWS A5.15-ENi-CI. Let’s break down this classification:
ENi-CI-welding-rod
AWS A5.15: This refers to the AWS standard for welding electrodes used for cast iron.
ENi: The “ENi” prefix indicates that the electrode is a nickel-based alloy.
CI: The “CI” suffix indicates that the electrode is specifically formulated for welding cast iron.
Cast Iron Welding Electrodes
Cast iron welding electrodes, also known as rods, are specifically designed for welding cast iron materials. These electrodes have unique compositions and properties that enable them to effectively join and repair cast iron components.
Here are some commonly used types of cast iron welding electrodes:
ENi-CI
ENi-CI-A
ENiFe-CI
ENiFe-CIA
ENiFeMn-CI
ENiCu-A
ENiCu-B
CHEMICAL COMPOSITION REQUIREMENTS FOR CAST IRON WELDING RODS
Cast Iron Welding Rods
RCI (Cast Iron) Classification
Ordinary machinable gray iron castings have varying tensile strength and hardness.
Using a gray iron welding rod for oxyfuel gas welding can create a weld metal that matches the base metal in color, composition, and structure.
Properly made welds can be as strong as the original casting.
Used for filling or building up new or worn castings, as well as for general fabrication, salvage, and repair purposes.
RCI-A (Cast Iron) Classification
Contains small amounts of molybdenum and nickel, resulting in a slightly higher melting point compared to ordinary cast iron welding rods (RCI).
The molten weld metal is more fluid, allowing for faster welding.
RCI-A welding rods (with a weld metal hardness of approximately 230 Brinell) can be used for welding alloy cast iron when greater tensile strength and finer grain structure are desired.
The weld metal is generally considered machinable.
RCI-B (Nodular Cast Iron) Classification
Nodular (ductile) cast iron welding rods suitable for welding higher-strength gray iron, malleable, and nodular iron castings using the oxyfuel gas process.
Under optimal conditions, the welds produced have specific mechanical properties, including minimum ultimate tensile strength, minimum yield strength, elongation, and maximum Brinell hardness.
The weld metal’s nodular graphite content contributes to good ductility and machinability, offering a good color match with the base metal.
Nickel-Base Electrodes for SMAW of Cast Irons
Nickel-base covered electrodes are commonly used for arc welding of cast iron.
Weld metal made with these electrodes can usually be machined, although the heat-affected zone may not be machinable.
Welding with nickel-base electrodes is relatively fast compared to oxyfuel gas welding.
The specification requires welding in the flat position, but some electrodes may be suitable for other positions.
Tensile properties are not specified in this specification for the nickel base SMAW electrodes, as they may vary among manufacturers. Refer to Table A1 for details, and consult the filler metal supplier or manufacturer for product recommendations.
This electrode is suitable for joining ordinary gray irons to themselves or other ferrous and nonferrous materials, as well as for reclaiming or repairing castings.
It produces satisfactory welds on small and medium-sized castings with low welding stresses or low phosphorus content.
ENi-CI electrodes should be used when maximum machinability of highly diluted filler metal is required, but they have lower strength and ductility compared to ENiFe-CI electrodes.
Can also be used on malleable or ductile iron.
ENi-CI-A (Nickel) Classification
ENi-CI-A electrodes are often used interchangeably with ENi-CI electrodes.
The covering of ENi-CI-A electrodes contains more aluminum, improving slag coverage and flowability.
However, the aluminum becomes an alloy of the weld metal and may affect ductility.
ENiFe-CI (Nickel-Iron) Classification
This electrode is suitable for making repair welds and joining various types of cast iron, including nodular iron, as well as welding them to steel and some nonferrous base metals.
Works well with castings containing higher-than-normal phosphorus levels.
Satisfactory welds can be achieved on thick, highly restrained weldments, and on high-strength and engineering grades of cast iron.
ENiFe-CI-A (Nickel-Iron) Classification
ENiFe-CI-A electrodes are frequently used interchangeably with ENiFe-CI electrodes.
The covering of ENiFe-CI-A electrodes contains more aluminum, improving slag coverage and flowability.
However, the aluminum becomes an alloy of the weld metal and may affect ductility.
ENiFeMn-CI (Nickel-Iron Manganese) Classification
This electrode contains approximately 12% manganese in the nickel-iron system.
The manganese improves the flow of the molten metal and enhances the crack resistance of the weld metal.
It also increases tensile strength and improves ductility, providing properties closer to higher strength grades of nodular cast iron base metals.
ENiFeMn-CI electrodes are used for surfacing to improve wear resistance or for buildup.
ENiCu-A and ENiCu-B (Nickel-Copper) Classification
These electrodes are used in similar applications as ENiFe-CI, ENiFe-CI-A, and ENiFeMn-CI electrodes.
They produce low depth of fusion welds due to high dilution by the base metal, which can cause weld cracking.
Nickel-Based Electrodes
These electrodes are often labeled as ENi (Electrode-Nickel) and are suitable for welding various types of cast iron, including gray cast iron, malleable cast iron, and nodular cast iron. Nickel-based electrodes provide good crack resistance and can produce strong welds with good ductility.
Iron-Nickel Electrodes
These electrodes, denoted as ENiFe (Electrode-Nickel-Iron), contain a higher proportion of iron compared to pure nickel electrodes. They are specifically designed for welding gray cast iron and offer excellent crack resistance and machinability.
Copper-Nickel Electrodes
These electrodes, labeled as ENiCu (Electrode-Nickel-Copper), are suitable for welding cast iron with high phosphorus content. They provide good strength and crack resistance, making them ideal for repairing cast iron parts subjected to high-temperature applications.
Iron-Powder Electrodes
These electrodes, often referred to as ECI (Electrode-Cast Iron), contain iron powder in their composition. They are commonly used for welding gray cast iron and provide good strength, machinability, and crack resistance.
Nickel-Iron-Manganese Electrodes
These electrodes, denoted as ENiFe-CI (Electrode-Nickel-Iron-Manganese), are specifically designed for welding nodular or ductile cast iron. They offer excellent strength, crack resistance, and elongation properties.