Exploring Laser Welding Symbols and Their Applications
Laser welding is a versatile welding technique that offers various weld geometries to suit different application requirements. In this blog post, we will see into the three key types of laser welds: butt welds, lap …
Laser welding is a versatile welding technique that offers various weld geometries to suit different application requirements. In this blog post, we will see into the three key types of laser welds: butt welds, lap welds, and fillet welds.
Understanding these weld geometries and their characteristics is essential for effectively utilizing laser welding in diverse manufacturing processes.
What is Laser Welding?
Laser welding is a precision welding technique that utilizes a high-energy laser beam to melt and fuse materials together. It is a non-contact welding process that offers several advantages over traditional welding methods.
In laser welding, the laser beam is focused on the workpiece, generating intense heat at the weld joint. This heat causes the materials to melt and form a weld pool, which solidifies to create a strong and durable bond between the components.
Laser welding is commonly used in various industries, including automotive, aerospace, electronics, medical devices, and jewelry manufacturing. It is particularly beneficial for applications that require high precision, intricate welds, or the joining of dissimilar materials.
Advantages of Laser welding
Laser welding is a highly controlled and precise manufacturing process that offers numerous advantages for various applications. Here are some key benefits associated with laser welding:
Good Manufacturing Practices: Laser welding adheres to strict manufacturing practices, ensuring high-quality and reliable results for our customers’ applications.
Filler Material-Free: Unlike some other welding methods, laser welding does not require the use of filler materials. This characteristic reduces the likelihood of biocompatibility issues, making it suitable for medical applications.
Minimal Heat-Affected Zone: Laser welding generates a minimal heat-affected zone (HAZ) around the weld site. This means that the surrounding material experiences minimal thermal distortion or damage, preserving the integrity of the welded components.
Fast and Repeatable Processes: Laser welding offers fast and repeatable processes, resulting in consistent and high-quality welds. The precise control of laser parameters ensures reliable and reproducible outcomes.
Contact-Free Welding: One of the notable advantages of laser welding is that it is a contact-free process. The laser beam melts and fuses the materials without exerting stress or pressure on them. This helps to maintain the structural integrity and dimensional accuracy of the welded parts.
Welding Dissimilar Metals: Laser welding is capable of joining dissimilar metals together. This flexibility enables the welding of different materials with distinct properties, expanding the range of applications and design possibilities.
Tight Geometry Possibilities: The laser beam used in laser welding can be accurately positioned into tight geometries. This capability allows for precise and intricate welds in complex or hard-to-reach areas, ensuring optimal joint quality and strength.
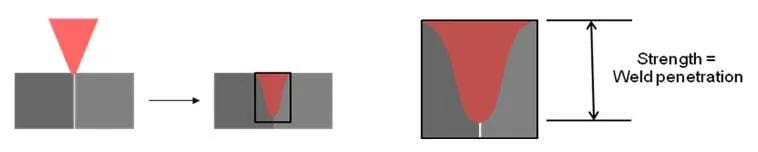
A butt weld is highly efficient in terms of laser power utilization, weld strength, and speed. The strength of the butt weld is directly linked to the depth of the weld.
However, this weld geometry is less forgiving when it comes to part fit-up, requiring precise alignment. Additionally, there is a minimum part thickness limitation associated with butt welds.
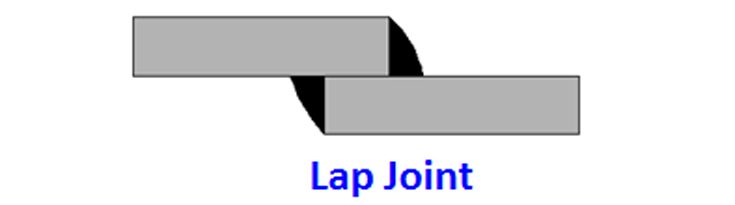
Lap Weld
Lap welds derive their strength from the width of the weld at the interface. They are particularly forgiving when it comes to part fit-up, allowing for some tolerance in alignment.
Lap welds are often preferred for joining thin top parts to thicker components. This weld geometry accommodates variations in part thickness more effectively.
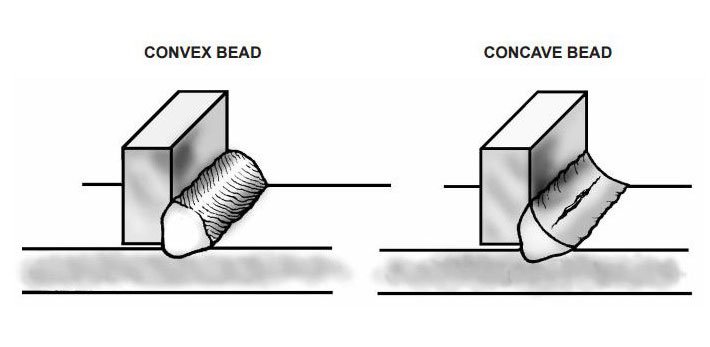
Fillet Weld
The configuration of fillet welds depends on the angle between the laser and the workpiece. If the laser is angled to the workpiece, fillet welds offer enhanced strength efficiency.
Convex-Fillet-Weld
They are also more forgiving in terms of part fit-up. However, this configuration may require more complex motion or setup arrangements.
On the other hand, if the laser is aligned with the workpiece, fillet welds provide convenience in terms of tooling and configuration. In such cases, the thickness of the top part is typically limited to 0.02″.
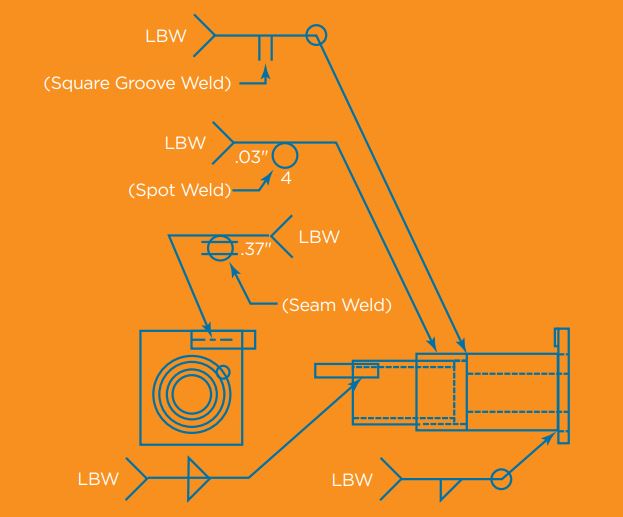
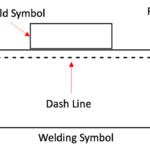
In laser welding, specific symbols are used to represent these different weld geometries on engineering drawings and specifications. These symbols provide a standardized visual representation of the intended weld joint, allowing for clear communication between designers, welders, and inspectors.
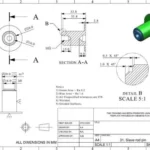
Below is an example of Laser Welding symbol showing the placement of various elements of a complete welding symbol.
The symbol is as per AWS A2.4. The tail section is being used to specify that the welding symbol is applicable for Laser Welding.
When interpreting laser welding symbols, it’s important to consider factors such as weld depth, weld width, and part fit-up requirements.
Additionally, the welding symbol may incorporate supplementary symbols, such as dimensions or annotations, to provide further specifications or instructions for the weld joint.