Intermittent Fillet Weld Symbols: All types explained
Intermittent Fillet Weld Symbol In this comprehensive guide, we will learn what is intermittent fillet weld symbols, unraveling it’s meaning, applications, and the crucial role they play in welding standards. Understanding the intermittent fillet weld …
In this comprehensive guide, we will learn what is intermittent fillet weld symbols, unraveling it’s meaning, applications, and the crucial role they play in welding standards.
Understanding the intermittent fillet weld symbol is crucial for ensuring compliance with industry standards and specifications. We will discuss the different elements of the symbol, such as the length, pitch, and spacing, and how they influence the weld’s strength, appearance, and overall performance.
Moreover, we will explore the significance of intermittent fillet welds in specific scenarios, such as when dealing with thick materials, reducing distortion, or accommodating thermal expansion. By understanding these applications, you will gain a deeper appreciation for the versatility and efficiency of intermittent fillet welds.
What is a Intermittent fillet weld?
An intermittent fillet weld is a type of weld that consists of a series of individual welds made at intervals along the length of a joint. Instead of creating a continuous weld, intermittent fillet welds are spaced apart, leaving gaps between each weld. These gaps are typically equal to or greater than the size of the weld itself.
Intermittent fillet welds are commonly used in situations where a continuous weld is not necessary or practical. They are often employed to save time and reduce material costs, as they require less welding filler material and can be completed more quickly than continuous welds. Additionally, intermittent fillet welds can help to reduce the risk of distortion or warping in the welded components.
The spacing (also called Pitch) and size of the intermittent fillet welds are determined by engineering standards and specifications, which take into account factors such as the strength requirements of the joint, the material being welded, and the intended use of the welded structure. As a thumb rule, usually minimum 2 inch spacing is kept between two welds.
Intermittent fillet welds are a type of weld where the weld is not continuous along the entire length of the joint. Instead, the weld is applied in a series of intermittent welds, leaving gaps between each weld. This type of weld is commonly used in various applications, including structural steel, fabrication, and manufacturing. Here are some common types of intermittent fillet welds:
Stitch Weld:In a stitch weld, short lengths of weld are applied at regular intervals along the joint. The welds are typically spaced apart, leaving gaps between each weld.
Skip Weld: A skip weld is similar to a stitch weld, but with larger gaps between the welds. The welds are applied at regular intervals, and the gaps are intentionally left to reduce heat buildup and distortion.
Chain Weld: In a chain weld, a series of small welds are applied in a continuous chain-like pattern along the joint. The welds are spaced apart, leaving gaps between each weld.
Staggered weld: A staggered weld refers to a welding technique where the welds are made in a staggered pattern along the joint or seam being welded.
Elements of Intermittent fillet weld Symbol
The intermittent fillet weld symbol is used to represent a weld joint where the fillet weld is not continuous along the entire length of the joint. Instead, it is applied at specified intervals or locations. The symbol consists of several elements, including:
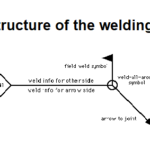
Arrow: The intermittent fillet weld symbol starts with an arrow that points to the location where the weld is to be applied. The arrow indicates the side of the joint where the weld is to be made.
Weld Symbol: The intermittent fillet weld symbol consists of a series of short, perpendicular lines placed above the arrow. These lines represent the intermittent welds along the joint.
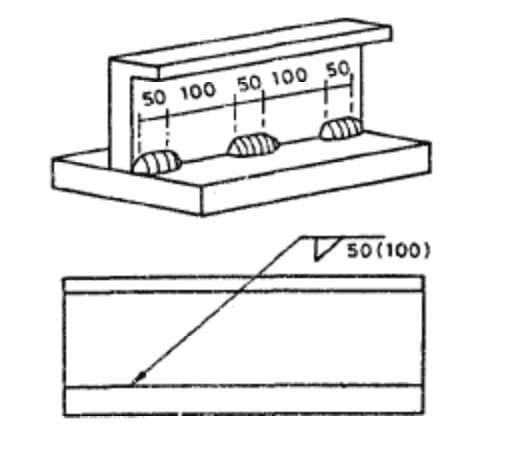
Weld Length: The length of each intermittent weld is indicated by a number placed above the weld symbol. This number represents the length of the weld in inches or millimeters.
Pitch (Spacing): The distance between each intermittent weld is indicated by a number placed below the weld symbol. This number represents the pitch or spacing between the welds in inches or millimeters.
The intermittent fillet weld symbol is used to represent a weld that is not continuous along the entire length of the joint. When it comes to intermittent welds, the size of the weld and the gap between each weld are indicated to the right of the weld symbol, with the latter enclosed in parentheses.
Alternatively, the size of the weld and the pitch (the distance between the centers of each weld) can be specified to the right of the weld symbol.
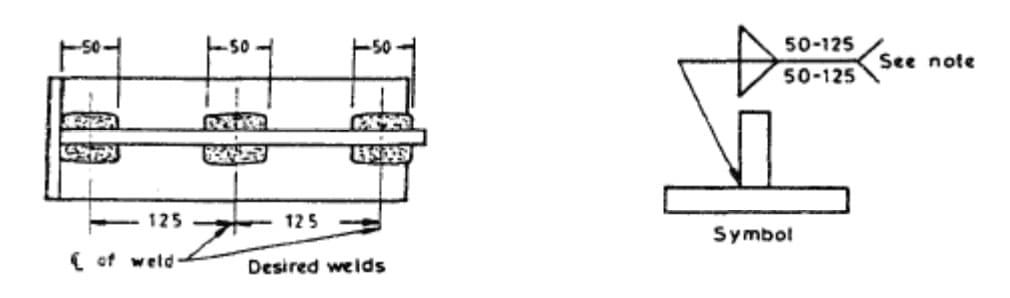
Chain Intermittent fillet weld Symbol
Chain intermittent fillet weld is a term used to describe a configuration of intermittent fillet welds in a lap joint or T shape, where two lines of welds are positioned in such a way that the welds in one line are roughly opposite to those in the other line.
In simpler terms, it means that there are two sets of intermittent fillet welds placed in a pattern where they alternate or mirror each other. Chain Intermittent fillet weld Symbol contains fillet weld on both sides of the joint as shown in below figure.
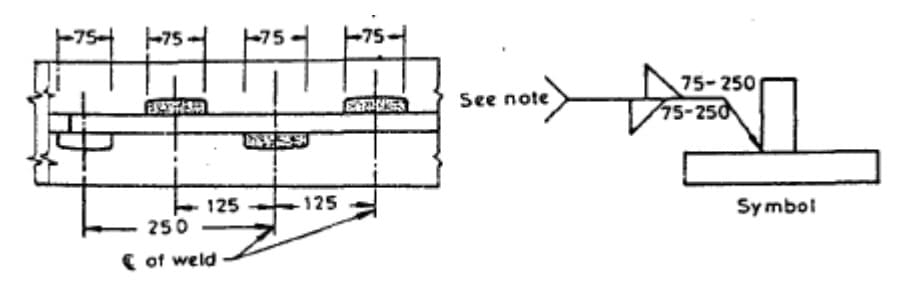
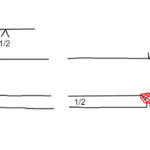
Staggered Intermittent fillet weld Symbol
If a fillet weld is not continuous like a chain weld, it will be referred to as a staggered intermittent fillet weld. These welds will be positioned on both sides of the joint, but they will be offset from each other.
This offset is also visible on the reference line. The staggered pattern can be in either direction along the reference line. The dimensions of these welds need to be specified on both sides of the reference line.
Weld Segment Definition
In situations where a continuous weld is not necessary, it is typical to use an intermittent weld. This involves leaving gaps between the end of one weld and the beginning of the next, which are known as weld segments. In the industry, these are commonly known as skip welds.
Skip welding is a technique where welds are made at specific intervals along the joint, leaving gaps between each weld. The purpose of skip welding is to reduce the heat input and potential distortion in the workpiece, as well as to save time and materials.
Skip welding is commonly used in various applications, such as structural steel fabrication, shipbuilding, and pipeline construction. However, it is important to note that the use of skip welding should be in accordance with applicable codes, standards, and engineering specifications to ensure the structural integrity and safety of the welded joint.
Advantages of Intermittent Fillet Welds
The main Advantages of Intermittent Fillet Welds are:
Reduced material and labor costs
Faster welding process
Improved joint aesthetics
Enhanced flexibility in joint design
Reduced heat input
Minimized distortion
Increased joint strength
Improved fatigue resistance
Reduced risk of weld defects
Easier inspection and quality control.
Disadvantages of Intermittent Fillet Welds
The main disadvantages of Intermittent Fillet Welds are:
Reduced strength and load-carrying capacity
Increased risk of weld failure
Limited joint stiffness and rigidity
Greater susceptibility to fatigue and stress concentration
Difficulty in achieving consistent and uniform weld quality
Increased chances of corrosion and rust formation at the weld joint
Limited aesthetic appeal and visual appearance
Higher chances of distortion and warping during welding process
Reduced resistance to cracking and fracture propagation
Limited ability to withstand dynamic and cyclic loading conditions.
Dr. Kumar is a PhD-qualified Welding and Materials Expert with a career spanning 18+ years across metallurgy and NDT. A triple-threat in the industry, he is an IWE, AWS-CWI, and ASNT NDT Level III certified professional. Dr. Kumar is the author of several leading technical resources and is a premier specialist in welding symbol instruction, dedicated to improving global standards in welding engineering and inspection.
Dr. Kumar is a PhD-qualified Welding and Materials Expert with a career spanning 18+ years across metallurgy and NDT. A triple-threat in the industry, he is an IWE, AWS-CWI, and ASNT NDT Level III certified professional. Dr. Kumar is the author of several leading technical resources and is a premier specialist in welding symbol instruction, dedicated to improving global standards in welding engineering and inspection.








 + 7 Practical Examples")

