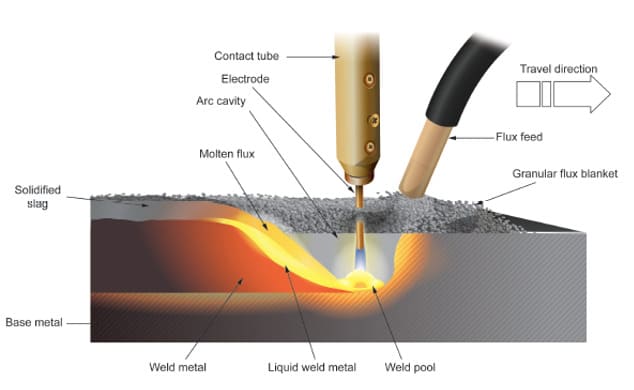
In Submerged Arc Welding (SAW), the welding process involves shielding the arc and molten metal with a protective envelope of molten flux and a layer of unfused granular flux particles.
“Unlike open arc processes, the arc in SAW is not visible, resulting in reduced intense radiation and fume emissions during welding.“
Applications and Equipment
SAW is used in both mechanized and semiautomatic operations, with mechanized systems being more common.
The process allows for high welding currents, enabling high metal deposition rates and cost savings. Welds are typically made in the flat and horizontal positions. Mechanized equipment systems include welding power sources with outputs ranging from 600 to 2000 A, automatic wire feed devices, and tracking systems for moving the welding head.
Submerged Arc Welding (SAW)
Submerged arc welding finds extensive use in industries such as pipe manufacturing, pressure vessel fabrication, shipbuilding, and welding various grades of carbon, low-alloy, and alloy steels. It is also adaptable to automated and robotic applications.
Welding Positions and Electrodes
The welding positions best suited for submerged arc welding are the flat position for fillet and groove welds (1F and 1G) and the horizontal position for fillet welds.
The vertical and overhead positions are not suitable due to the influence of gravity on maintaining the flux covering of the arc and molten pool. The electrodes used in submerged arc welding are coiled wires that feed into the arc.
They are typically supplied in coils or drums. Electrode diameters range between 1/16 in. and 1/4 in. (1.5 mm and 6 mm), with thicker sections requiring higher currents and larger electrode diameters.
Flux and Process Considerations
The choice of flux in submerged arc welding can be combined with the electrode filler metal to achieve specific weld qualities. Different filler metal-flux combinations can result in beneficial chemical reactions and modifications to the weld metal’s composition.
The flux also contributes to easy removal of slag deposits, leaving clean and smooth welds with minimal spatter.
However, the presence of flux near the weld joint can slow down the cooling rate, resulting in a wider heat-affected zone (HAZ). Adjustments can be made to decrease heat input by reducing amperage and voltage or increasing travel speed.
Variations and Advantages
Submerged arc welding can be performed using both mechanized and semimechanized forms, allowing for high productivity and penetration control. Special modifications, such as surfacing with metal strip-type electrode, can result in wide deposits, minimal penetration, and high deposition rates.
The process offers high deposition rates and deep penetration, making it suitable for joints with minimal area requirements. It is also possible to carry out submerged arc welding with relatively low current densities, allowing for adjustments in deposition rates and penetration.
Tandem arc welding, where two arcs are used simultaneously, offers deep penetration and high deposition rates, and is commonly used in mechanized and automated welding for thicker materials.
Safety Considerations
Submerged arc welding offers advantages in terms of environmental safety, as it produces no visible arc and generates minimal smoke or fumes. While operators need not wear a helmet or heavy protective clothing, eye protection is still necessary.
It is important to avoid inhaling the dust generated while handling flux, and manufacturers’ material safety data sheets (MSDSs) should be consulted to identify any potentially hazardous materials.